Often confused with the resin-based SLA printing process, DLP printing on the Figure-4 Standalone machine has its own unique set of benefits and limitations. So you’re aware of how you can best use this machine for prototyping or production, we’ve put together five key points about DLP printing.
10 Jun 2020 -
3D Printing_
Projects
The 3D Systems Figure-4 Standalone printer uses a non-contact membrane Digital Light Printing system or DLP for short. A digital light projector flashes an image of each layer across the entire underside of the build plate, instantly curing all the selected areas in the photo-sensitive polymer resin, while leaving the surrounding resin uncured. The part is momentarily lifted, fresh resin floods in, and the build plate re-positions precisely one layer higher (e.g. 40 microns). The process repeats layer-by-layer.
DETAIL
The Figure-4 machine can achieve build speeds of up to 100mm thickness per hour at Six Sigma repeatability and print parts in 10-50 microns layers. DLP’s extra-fine features and detailed surface textures are comparable to injection moulded parts.
Thread feature printed on the Figure-4 DLP printer
FAST TURNAROUND
A significant benefit of the Figure-4 printer is its ability to create same-day functional prototypes and low-volume production items. In conjunction with our 3D Sprint software, we can programme, print, and process parts in a matter of hours.
This rapid production is due to the smaller build volume of the machine (125 x 70 x 196mm) and the faster build speed. On the other hand, processes such as SLA and SLS have much greater build volumes to fill and slower build speeds, resulting in longer lead times.
Layers being added to a print on the build plate
MATERIAL RANGE
We have an ever-expanding range of DLP materials available from 3D Systems that address a plethora of applications, including functional prototyping, direct production of end-use parts, mould making, and investment casting.
These materials each have a specific set of characteristics, including:
Rigid and durable
Rubber-like
Castable
Heat-resistant
Biocompatible
A multi-material assembly printed with Pro-Black and Rubber on the Figure-4
SUPPORT STRUCTURES
Like SLA, the DLP process requires ‘support structures’ to hold the parts steady in the resin tank while building. Part of the clean-up process involves breaking off the supports and manually sanding down any witness marks on the part.
Naturally, there will be some noticeable defects on the affected surfaces. An essential part of DFAM (Design for Additive Manufacturing) is deciding which face or features are most critical for appearance or function, and then orientating the part within the build accordingly.
Support material on a part removed from the Figure-4
CASTING
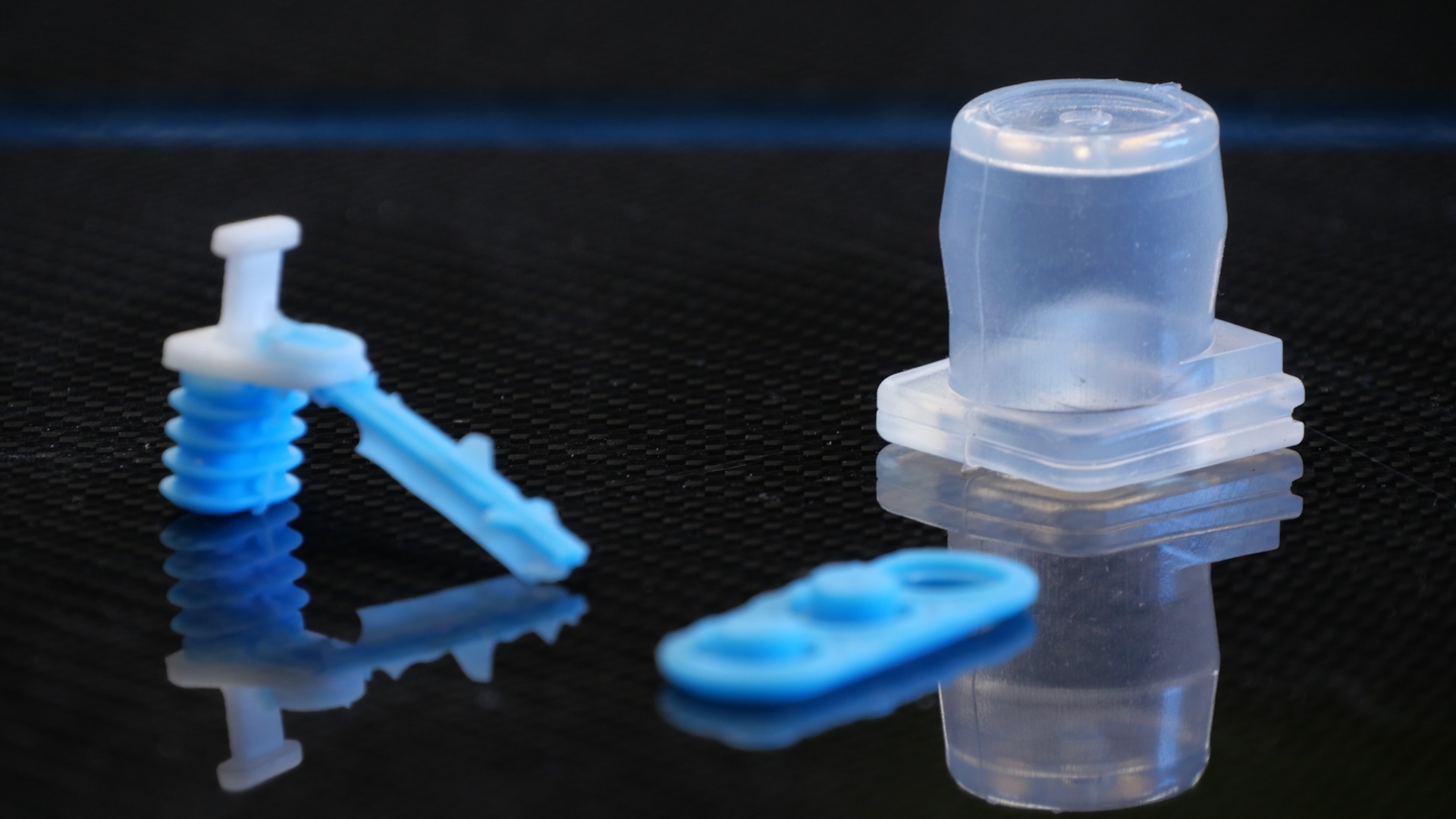
The high accuracy of the Figure-4 machine makes it perfect for producing moulds for custom 3D silicone or urethane parts. Moulds printed from heat-resistant Hi-Temp Amber 300 resin can be heated to quickly cure silicone or urethane parts, reducing turnaround times.
We can create over-moulded silicon sections on plastic parts, eliminating the need for further assembly down the line. A post-production flexible silicon overlay can offer various benefits, including waterproofing, shock absorption, increased grip, insulation, or chemical resistance.



 Services Overview
Services Overview